
伺服主驱动是金属成形机床的必选
文/齐俊河,刘永胜·中国锻压协会
金属成形是指利用有源动力,在工装模具的限制范围内,使金属材料发生变形而得到所需形状零件的过程。金属成形零件主要包括锻件、冲压件、钣金制作件等,消耗金属板材、管材、棒材、线材和型材等所有金属材料总量的70%。整个金属成形行业从业大军1000多万人,每年创造工业增加值达2万亿元,采购成形技术装备800亿元,消耗工模具1000亿元。在锻造、冲压和钣金制作三大金属成形行业中,生产工艺、技术设备、工模具和原材料四大要素缺一不可。其中,以金属成形机床为主的技术装备提供了成形能量,在保证产品质量,提高生产效率,减少操作人员,控制生产成本,环保节能,可否持续发展等各方面都起到关键作用。
当今这个年代,网络化、信息化和智能化不仅改变了我们的工作和生活方式,而且也在颠覆制造和金属成形行业。目前,金属成形企业自动化、信息化和智能化建设已是当务之急,而采用智能化机床,又是使用自动化生产,建设信息化工厂,实现智能化制造的先决条件,反之,没有智能化机床,就很难或者说不可能实现企业的自动化、信息化和智能化。所以,金属成形企业采用智能化机床或进行机床智能化改造,是企业智能化建设的必修课。在智能化金属成形机床中,主驱动的智能化十分重要;而解决金属成形机床主驱动智能化的核心就是采用伺服主驱动。
下面基于金属成形机床的应用行业,分别就锻造、冲压和钣金制作行业成形机床的主驱动方式伺服化问题做一下分析展望,以便各金属成形机床企业规划自己的发展方向,帮助各金属成形零部件制造企业选择采购机床,提高产品质量,降低生产成本,提高综合竞争力。
金属成形机床发展到今天,无论是锻造机床,还是冲压和钣金制作机床;无论是机械机床,还是液压机床,向伺服主驱动方向发展已势在必行。金属成形机床采用伺服主驱动的优点,已得各行业生产实践的充分证明,采用伺服主驱动的金属成形机床不仅工艺性好,而且节能,容易实现自动化集成、信息化联网和智能化控制,是未来金属成形企业的必选。
锻造生产的四种成形机床中,锻锤已经从蒸汽驱动、空气驱动发展到当下最常用的电液驱动,有的机床企业,未雨绸缪,已经研发出机械伺服驱动的锻锤(图1),完全颠覆了传统锻锤采用流体介质传动的理念,是锻锤驱动方式的革命性变化。螺旋压力机从飞轮摩擦驱动发展到当前最常用的变频(或永磁)电机直接驱动,目前也有企业已开发了机械伺服电动直驱方式(图2),效率更高、性能更好。机械压力机,俗称模锻压力机,驱动电机也从普通异步交流电机升级为伺服电机驱动方式(图3),省掉了减速和制动结构,使压力机结构更加简单,便于维护,甚至是造价更加便宜。只是受伺服驱动电机功率的制约,目前还很难制造重型锻造机床。锻造液压机由水压机发展到当下最常用的油压机,油压机也从传统的伺服阀控方式(需要蓄能器)向伺服泵控方式(不需要蓄能器)(图4)发展,大大提高了液压机的能效和冲次,在液压机与机械压力机的性能对比中,提高了综合竞争力。另外,锻造制坯机床辊锻机和楔横轧机,也采用了机械伺服直驱方式(图5和图6),结构简单,制造容易,能耗降低,性能优越。此外,还有菲赛普、新威奇、凌顶等企业也生产采用伺服驱动的设备。

图1 舒勒机械伺服直线锤

图2 榎本机械伺服螺旋压力机

图3 兴锻机械伺服冷锻压力机

图4 合锻液压伺服冷锻压力机

图5 拉斯科机械伺服辊锻机

图6 拉斯科机械伺服楔横轧机
冲压生产的两大类主要成形机床中,机械压力机的伺服驱动(图7、图8、图9、图10和图11)将逐步取代传统的异步电机驱动,从而完成冲压成形机床和生产工艺的一次革命。在欧、美、日冲压行业,机械伺服压力机已被广泛使用,据悉像舒勒、小松这样的世界顶级冲压机床公司,对于大型压力机用户,已不再推荐使用传统式机械压力机;根据中国锻压协会了解到的信息,世界顶级汽车公司在中国的合资企业,其主机厂冲压车间,今后也不再采用传统式机械压力机。液压机的液压伺服直驱技术(图12)也将推动液压机的技术变革,降低能耗,提高冲次,进一步提升液压机的综合性能,从而拓宽液压机的应用范围。精冲压力机也在由目前普遍采用的伺服阀控液压(带有蓄势器和大油箱)压力机向伺服泵控液压(没有蓄势器,只用小油箱)驱动方式,甚至是向机械伺服驱动方式(目前仅用于200t以下的小型压力机)发展。热冲压压力机与精冲压力机的发展思路同出一辙,也正在由阀控液压压力机向泵控伺服驱动方式,甚至是向机械伺服驱动方式发展(图13、图14和图15)。此外,还有扬锻、徐锻等企业也生产采用伺服驱动的设备。

图7 扬力机械伺服单点压力机

图8 金丰机械伺服双点压力机

图9 舒勒机械双伺服多工位压力机

图10 小松伺服压力机

图11兴锻伺服双点多工位冲锻复合成型压力机

图12 得力仕液压伺服冲压压力机

图13 法因图尔机械伺服精冲机

图14 兴锻伺服双点肘节式220T精冲压力机

图15 协易机械伺服热冲压力机
钣金加工的两大类机床中,数控冲床由雏形的步冲机,跨越式发展到机械式数控冲床,又逐代发展到液压伺服数控冲床,最后发展到今天最为流行的机械伺服数控冲床(图16),不仅更加节能、降低振动和噪声;而且还大大提高数控冲床的适应性,不仅仅可以用于冲裁,而且还可以实现更多的板材成形,同时提高冲模的使用寿命,加强了自身与激光切割相比的工艺优势。在各种金属成形机床中,数控冲床的发展可谓神速,在短短的几十年,数控冲床就发生了四代的变化,未来的数控冲床会是什么样子?值得期待。钣金加工的另外一款关键机床,数控折弯机与数控冲床一样,在短短的几十年,经历了从数控液压、数控液压伺服折弯机到今天普遍采用的数控伺服混动折弯机(图17),机床不仅环保节能,而且机床工艺性好,便于实现自动化、智能化生产。另外,值得大家关注的是,在小型数控折弯机中,采用数控机械伺服驱动(图18)成为一种趋势,它相比前几代折弯机,除了具有伺服混动折弯机的各种优点外,驱动结构更加简单、便于保养维护,制造成本更低。

图16 亚威机械伺服数控冲床

图17 天田混合驱动折弯机

图18 奥斯玛机械伺服折弯机
金属管材和线材的两大类成形机,管材折弯机和线材弯曲机也由早期的普通液压主驱动和液压伺服进给,发展到纯机械伺服主驱动和机械伺服进给全电动化方式(图19和图20),使机床结构更加简单,更加容易实现自动化,便于维护保养,操作安全可靠,可实现节能、绿色生产。

图19 BLM全电动管材折弯机
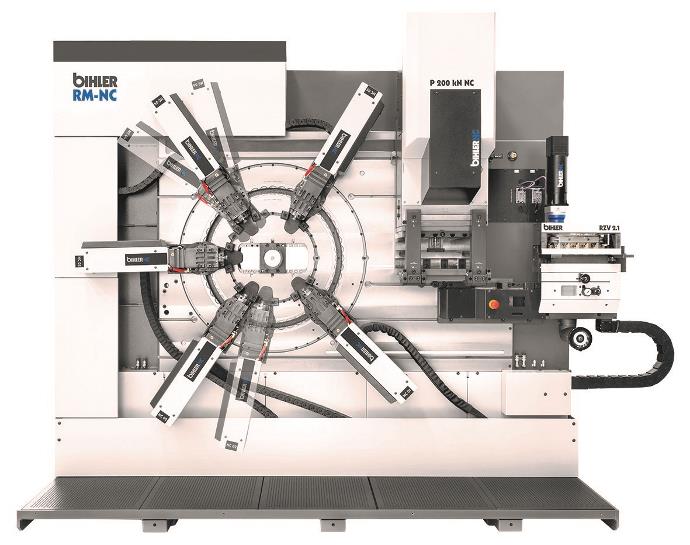
图20 Bihler全电动多功能成形机
总之,金属成形机床主驱动的伺服化,使设备性能更优,工艺性更好;更适合实现自动化生产、信息化管理、数据化诊断;更加节能环保,人文绿色,可持续发展。其中,机械伺服直接驱动是目前最先进的驱动方式。受伺服控制系统、伺服电机制造技术和成本的制约,大型金属成形机床采用机械伺服直驱方式仍十分困难,在电机与滑块之间,仍需一套机械传动结构,但都是采用机械式刚性连接,能量传递效率高,运动控制精度高,结构简单便于制造和维护。
就拿金属成形机床中的机械伺服压力机来讲,20年前,日本和德国主要锻压机床公司已开始研发机械伺服主驱动压力机,10年前,日本和德国汽车行业开始使用机械伺服压力机。迄今为止,日本和德国主要汽车公司,大型汽车车身冲压件生产,基本采用机械伺服压力机线或多工位压力机,一级供应商也开始使用机械伺服压力机进行生产。我国机械伺服压力机的研发始于15年前,但是迄今为止,还没有得到很好地应用,原因是国产机械伺服压力机所用的伺服控制系统和伺服电机主要靠进口,使得国产机械伺服压力机价格昂贵,各冲压企业很难承受。从而也制约了我国机械伺服压力机的推广和应用,影响到我国冲压企业的长远发展。
希望各金属成形机床企业能与协会一道,积极争取国家产业政策的支持,广泛开展产学研合作,加大研发伺服驱动系统和低转速大扭矩伺服电机的力度,制造出中国金属成形企业用得起的机械伺服成形机床。同时,也呼吁各锻造、冲压和钣金制作企业,积极采用国产机械伺服成形机床,不仅可以为自己打开一个更加广阔的市场,而且还能够承担更大的社会责任,为企业、为行业,为国家、为社会打造一个更加美好的生存空间。






金属成形是指利用有源动力,在工装模具的限制范围内,使金属材料发生变形而得到所需形状零件的过程。金属成形零件主要包括锻件、冲压件、钣金制作件等,消耗金属板材、管材、棒材、线材和型材等所有金属材料总量的70%。整个金属成形行业从业大军1000 多万人,每年创造工业增加值达2 万亿元,采购成形技术装备800 亿元,消耗工模具1000 亿元。在锻造、冲压和钣金制作三大金属成形行业中,生产工艺、技术设备、工模具和原材料四大要素缺一不可。其中,以金属成形机床为主的技术装备提供了成形能量,在保证产品质量,提高生产效率,减少操作人员,控制生产成本,环保节能,可否持续发展等各方面都起到关键作用。